





联系我们
联系人:
梁小姐
手机:
13538810811
邮箱:
zcc@isozcc.com
电话:
020-37889183
QQ :
2885295578
传真:
020-38861879
审核研究一
发布时间:2019-02-27 来源:广东中之鉴认证有限公司
过程确认案例介绍
为什么说电力行业是需进行确认的过程
《架空送电线路及避雷线液压施工工艺》
《架空送电线路及避雷线液压施工工艺》
本人在审核电力行业《送变电工程》企业或在资料审查时,遇有企业未将《架空送电线路及避雷线液压施工工艺》列入7.5.2条款进行控制,我认为这是不正确的,专业审核员应认真慎重对待这一过程的控制要求,加深对此工艺的学习和理解.
其理由是:
一.电力施工企业实施液压工艺过程有《镀锌钢绞线接续》、《镀锌钢绞线与耐张线夹压接》、《钢芯铝绞线钢芯对接钢管压接》、《钢芯铝绞线钢芯对接铝管压接》等工序,各种类型的压接所关注的质量特性是保证压接后的握着力不应小于导线及避雷线保证计算力的95%。而压接后的产品是不能进行拉力试捡进行监视和测量的,因此压接过程是典型的特殊过程。
二.中华人民共和国水利电力部部分颁标准所采用液压管的外形及各种管子压前在导线一与避雷线上的“定位印记”量尺尺寸;
4) 耐张线夹钢锚U型环与铝管引流板相对方位的要求;
5) 液压钢模、压接管压后尺寸及质量补充要求;
6) 液压时,油压机必须达到的油压力;
现将《规程》中有关重点要求介绍如下:
1.第一章《一般规定》:
笫1.0.1条 本规程适用于架空送电线路中,以高压油泵为动力,以相应钢模对导线及避雷线进行液压施工。接续管及耐张线夹为圆形,压后呈六角形。
笫1.0.2条 液压施工是架空送电线路施工中的一项重要隐蔽工程,操作人员必须经过培训及考试合格、持有操作许可证方能进行操作。操作时应有指定的质量检查人员在场进监督。
笫1.0.3条 所使用的液压机必须有足够与所用钢模相匹配的出力。
笫1.0.4条 为了对每个工程都准确无误地进行液压施工确保质量,在操作前,操作人员必须备有并熟悉该工程经批准的施工手册(或技术措施)。手册中至少应包括下列有关内容:
1) 导线及避雷线的具体规格及有数据;
2) 所采用液压管的外形及尺寸(包括公差);
3) 各种管子压前在导线一与避雷线上的“定位印记”量尺尺寸;
4) 耐张线夹钢锚U型环与铝管引流板相对方位的要求;
5) 液压钢模、压接管压后尺寸及质量补充要求;
6) 液压时,油压机必须达到的油压力;
笫二章 液压操作
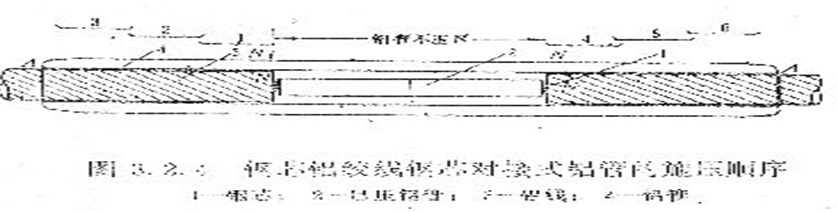
第3.2.4条 钢芯铝绞线钢芯对接式铝管的液压部位及顺序见下图3.2.4。首先检查铝管两端管口与定位印记以是否重,内有钢管部分的铝管不压。自铝管上有N1印记处开始施压,一侧压至管口后再压另一侧。如铝管上无起压印记N1时,在钢管压后测量其铝线两端头的距离,在铝管上先画好起压印记N1。
第三章 质量检查
第4.0.1条 工程所进行的检验性试件应符台下列规定:
1)架线工程开工前应对该工程实际使用的导线、避雷线及相应液压管,同配套的钢模按本规程规定的操作工艺,制作检验性试件。每种型式的试件不于3根(允许接续管与耐张线夹做一根试线),试件的握着力不应小于导线及避雷线保证计算拉力的95%。
2)如果发现有一根试件握着力未达到要求,应查明原因,改进后做加倍的试件再试直至全郡合格。
3)相邻不同的工程,所使用的导线、避雷线、接续管、耐张线及钢模等完全没有变动时,可以免做重复性验证试验,但不同厂家及不同批的产品不在此例。
第4.0.2条 各种液压管对边距尺寸S的最大允许值
S=0.866*(0.993D)+0.2mm
D—管外径
但三个对边距只允许有一个达到最大值,超过此规定时应更换钢模重压。
第4.0.3条 液压后管子不应有肉眼可看出的扭曲及弯曲现象,有明显弯曲时应校直,校直后不应出现裂缝。
第4.0.4条 各液压管施压后,应认真填写记录。液压操作人员自检合格后,在管子指定部位打上自己的钢印。质检人员检查合格后,在证录表上签名。
本人曾审核过某电力施工企业,在某变电站室外架线施工现场审核中观察并记录了《镀锌钢绞线与耐张线夹压接》施工人员按以上控制要求实施(7.5.2)的过程.
对界定建设工程中需确认过程的认识
陈维俊
GB/T19001:2000标准要求,对输出不能由后续的监视/测量予以验证的过程,包括产品在使用和服务交付之后才显现的过程,应进行过程能力的确认。
这里有两点需要注意:
一是,这些输出中哪些特性需要监视和测量,二是能否进行监视和测量。
如果一些输出的特性不需监测,即使不能监视和测量也不能算是标准需确认的范围。
例如:结构焊接,一般情况,我们关注的是焊接后的焊件力学性能,对焊样进行力学性能试捡,而不去监测焊接的其他影响。
又如:同样是焊接,家用电器上点焊,要求是焊点的间距,并不要求每点的力学性能要求(焊距是可以测到,故不属7.5.2控制的内容)。
在审核实践中,通常碰到有不少的施工企业把隐蔽工程界定为特殊过程,认为需要进行过程的确认,笔者认为这不妥当,至少还得进一步识别和界定。
所谓隐蔽工程,是指:某道工序施工后,上道工序的外观成果被隐蔽。
如:
①加筋砌体,在砌筑过程中将加入的钢筋隐蔽;
②抹灰工程将砌体隐蔽;
③回填土方将原结构隐蔽;
④贴地砖将原结构隐蔽;
很明显,上述过程的输出均可以监测,故不属7.5.2控制的内容。
是否对某过程进行确认还与使用的监测手段有关。如:燃气管道焊接,如果在施工过程中有条件对焊缝进行100%探伤检查,此种情况下的焊接过程就不
需要进行确认。
如果只能对焊接的样品检查,则该过程应为需要确认的过程。
7.5.2过程确认是一个纯的事前控制过程,其输出是7.5.1条款实施的依据。(如:使用特定的方法和程序,在7.5.1实施时要遵守)。
还应注意:需确认的过程与关键过程不能混淆,不能把需严格控制的过程说成“特殊过程”。
鉴于上述理由,笔者认为,建设工程中需确认过程有:结构焊接、大体积砼浇筑、灌注桩机施工、水下砼浇注、防水屋面施工、预应力张拉、电缆避雷压接(于输电线路抗拉要求时),燃气管道的焊接与防腐、电梯工程中的膨张螺丝的设置、园林工程中的大树移植、房地产开发中房屋的使用功能(开发策划过程)等。
润肤水的生产过程确认
(类似过程:润滑油的生产)
陈永尧
特性识别:
| 特性 | 要求 | 重要性 | 验证情况 | 质量风险 | 结论 | |
| 细菌数 | 标准 | 重要 | 每批 | 大 | ||
| 重金属 | 标准 | 重要 | 每年/变更 | 小 | ||
| 耐储存性 | 标准 | 重要 | 每批 | 中 | ||
| 护肤性 | 使用 | 重要 | 鉴定时 | 大 | 特殊 | |
说明:普通的蒸馏水可完全满足产品标准(国标)要求,但无护肤性。护肤性在出厂前无法检测。某些商家为了降低成本,而任意降低价高的有效物含量。
1. 过程识别:(工艺流程略)配料过程对产品护肤性有关键影响。
2. 失效分析:
● 配方错误?原配方被非授权更改?配方更改人员资格错;
● 配料错误?监管不严、无法可依、计量器具错误、人员不负责任等。
3.确认准则:(应包括)
● 配方更改的确认——方法(评审、批准)及相关人员资格;
● 配料过程确认——方法(配方、物料、称量精度、监称、投料顺序等)、人员、计量器具、记录。
对过程策划的审核:
● 考察责任人对特殊过程的理解;
● 考察是否形成确认准则;
● 相应准则是否可保证过程能力;
过程能力的审核:
● 是否有产品质量方面的投诉;
● 是否按准则实施确认、再确认;(查记录、现场操作、设备等)
● 考察某关键物料某时段的用量是否与产量、配方相一致;
● 考察配方管理及其变动情况;
讨论
● 检测的终点以出厂为界。如以受精蛋为产品,授精为特殊过程;如以小鸡为产品,授精不是特殊过程;
● 特性虽不可测,质量风险大者其过程必须确认,风险小者可不确认;如结构件/装饰件的焊接;
● 过程确认的具体项目,由相应不可检测特性的失效分析确定,且应考虑其质量风险。
关于橡胶/塑料制品企业7.5.2条款删减及审核
张岳星
在橡胶/塑料制品企业审核过程中,碰到制造不同产品的企业,对于7.5.2条款的处理问题上,企业观点一不致,做法也各不相同。如:塑料吸塑包装制品,有些企业说到为特殊过程,有的则实施删减,许多审核员认为:注塑、吸塑、硫化等工艺的橡/塑制品,均不能删减7.5.2条款。
本人审核过多家橡/塑制品的企业,对7.5.2条款的删减,有不同的看法:关于7.5.2生产和服务提供过程的确认要点是“过程的输出不能由后续的监视或测量加以验证时,要实施确认,这包括仅在产品或服务已交付之后问题才显现的问题,确认应证实这些过程实现所策划的结果的能力”。
我个人认为:橡/塑制品中,并不是所有涉及注塑、吸塑、硫化生产过程的制品均视为特殊过程,审核过程中是否同意企业删减7.5.2条款,应视该产品的使用特性或对该制品的测试和测量的结果而定。
案例:某企业生产用于工业包装用的吸塑制品,提出删减7.5.2条款,在现场审核中发现:该制品生产过程简单,生产工艺成熟,同时,对产品的监视和测量的手段较完善,可通过对生产过程,工艺的控制及产品监视和测量的手段保证产品的使用满足规定要求,同意删减7.5.2条款。
由此类推至各行业,我认为:7.5.2条款能否删减,主要依据产品的使用特性和对产品监视和测量的手段及结果而定,不同的产品对同一生产过程也应分别对待,不可强迫企业识别为特殊过程。
以上仅为个人观点,仅供参考。
特殊过程确认记录介绍
林海根
特殊过程确认记录 确认人/日期:xxxx 审核人/日期:xxxx
| 确认对象 | 化纤纺丝过程 |
| 确认时间 | XXXX年XX月X 日 |
| 产品批号 | XXX/XXXX-XX-2222 |
| 确认参加人员 | XXX XXX XXX XXX XXX |
| 产品质量标准 | 执行GB/T XXXX-XXX标准,生产一等品 |
| 原材料情况 | 按企业原材料接受准则验收合格,质量指标如下: 含量:XX% 水分 XX% 粘度:XXXX |
| 设备状况 | 纺丝机已经检修,运转正常,压力表和温度计检定在有效期内 |
| 人员上岗资格 | 纺丝工 XXX XXX已经培训合格,持证上岗, |
| 作业方法 | 执行公司的XX/XX-XXX作业指导书的方法 |
| 纺丝控制工艺参数 | 温度:箱体285 °C 熔体温度:275 °C 压力:40kg/cm2 转速:螺杆转速:80转/分, 计量泵转速:25转/分 |
| 产品特性检测 | 比电阻:xxx 断裂强度:xxxx 延伸率:xxxx |
| 过程能力评价 | 按照以上控制要求,可以确保产品的合格,证实过程能力可以满足预期的要求。 |
特殊过程焊接工艺确认举例如下:
特殊过程“埋弧自动焊”工艺验证表
| 过程名称 | 埋弧自动焊 | 验证日期 | 2002.7.12 | 主持人 | xxx | xxx | ||||||||||||||||||||||||||||||
| 验证部门 | 技术部 | 生产部 | 质保办 | 安全办 | 铆焊车间 | |||||||||||||||||||||||||||||||
| 对过程输入的验证 | 对过程实施和资源的验证 | |||||||||||||||||||||||||||||||||||
| 1、 是否有详细的工艺文件: ■ 有 □ 无 2、 工艺文件名称及编号: 编号: 名称: JX/QS—3010 《焊接工序操作规程与技术要求》 第二部分 埋弧自动焊岗位操作规程 3、 是否规定了工艺参数的要求和监制的要求: |
1、 人员是否经过培训、考核和持证上岗: ■ 是 □ 否 2、 设备是否经过验证且完好: ■ 是 □ 否 3、 是否按规定对过程进行监控:■ 是 □ 否 4、 是否按规定对过程监控结果进行记录: 记录名称: 埋弧焊接控制参数记录表 JX/QS-O71 参数名称: 监控结果: 板厚 12 10 8 焊丝规格 2 2 2 监控电流 250A 250A 250A 焊接速度 600mm 600mm 650mm 监控时间 7.30 9.30 13.30 操作工 xxx xxx xxx |
|||||||||||||||||||||||||||||||||||
| 工艺参数名称 | 工艺参数要求 | 是否监控 | ||||||||||||||||||||||||||||||||||
| 焊剂烘干温度/时间 | 250°C /2小时 | 监控 | ||||||||||||||||||||||||||||||||||
| 焊接参数 | ||||||||||||||||||||||||||||||||||||
| 1. | 板厚:8-14 | 监控 | ||||||||||||||||||||||||||||||||||
| 2. | 焊接电流:250A | 监控 | ||||||||||||||||||||||||||||||||||
| 3. | 焊接电压:32-34V | |||||||||||||||||||||||||||||||||||
| 4. | 焊速150-800mm/min | |||||||||||||||||||||||||||||||||||
| 5. | 焊丝:16-2mm | 监控 | ||||||||||||||||||||||||||||||||||
| 4、 进入该过程的原料的控制如何 是否有合格证明: ■ 有 □ 无 |
||||||||||||||||||||||||||||||||||||
| 对过程输出的验证 | ||||||||||||||||||||||||||||||||||||
1. 监控要求与工艺文件符合率100%; 2. 监控记录与工艺文件的符合率:100% 3. 过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100% |
||||||||||||||||||||||||||||||||||||
| 验证结论 | 经验证:埋弧自动焊工艺参数适宜、设备、人员符合要求,过程能力充分 | |||||||||||||||||||||||||||||||||||
| 验证部门 | 技术部 | 生产部 | 质保办 | 车间 | 安全办 | 审批 | x xxx | |||||||||||||||||||||||||||||
| 验证人签名 | xxx | xxx | xxx | xxx | xxx | 日期 | xxxx.xx.x | |||||||||||||||||||||||||||||
上一篇:
审核研究二


 粤公网安备44010602013904号
粤公网安备44010602013904号




